
2026/04/12
最新消息
沖壓切斷面全解析?從塌角、光亮帶到毛邊,了解沖壓品質判斷重點
1.前言
金屬板材經過下料工序後,零件邊緣會留下一道切斷面,這段截面雖然不長,卻常能反映整個加工狀態是否穩定。無論是採購評估供應商品質,還是工程師確認製程條件,沖壓切斷面都是重要的觀察依據。許多切斷面問題,表面看起來像是單純的毛邊或外觀不良,背後卻關係到模具間隙、刃口磨耗、材料特性或加工條件的變化。能夠提早從切斷面讀出訊號,通常就能在量產異常或客訴發生前,先找到改善方向。本文從沖壓切斷面的基本定義開始,帶您了解它的組成區域、常見影響因素、判讀方式,以及出現問題時的處理思路。
2.什麼是沖壓切斷面?為什麼值得注意?
沖壓切斷面,是金屬板材在沖頭與模具剪切分離後,工件邊緣所呈現的截面形態。初次接觸沖壓的人,通常會先關注尺寸與公差,但切斷面的狀況往往更能直接反映加工條件是否穩定。對採購來說,切斷面可以幫助判斷供應商的加工品質是否一致。對工程師來說,切斷面也是重要的製程觀察依據—毛邊變大、斷裂面比例增加、光亮帶縮短,通常不是單一外觀問題,而是模具間隙、刃口狀態或材料條件變化的訊號。簡單說,切斷面不只是看邊緣整不整齊,而是看零件的加工狀態是否正常。提早發現問題,通常比等到客訴或量產異常後才處理,更能省下時間與成本。
切斷面之所以重要,是因為它呈現了整個沖壓過程的結果。當模具間隙、刃口狀態、材料條件都在合理範圍內,切斷面通常也會穩定。反之,若切斷面開始出現變化—毛邊突然升高、光亮帶不均、斷裂面擴大—往往就代表某個製程條件開始偏移。對產品來說,切斷面品質也會直接影響後續使用。需要插配或組裝的零件,毛邊過大可能造成干涉;後續還要焊接或表面處理的,切面過於粗糙可能影響品質;對安全性要求較高的產品,邊緣過於尖銳也會增加使用風險。所以切斷面不單純是「看起來好不好」的問題,而是與功能、良率、製程穩定度密切相關。
3.沖壓切斷面由哪幾個部分組成?
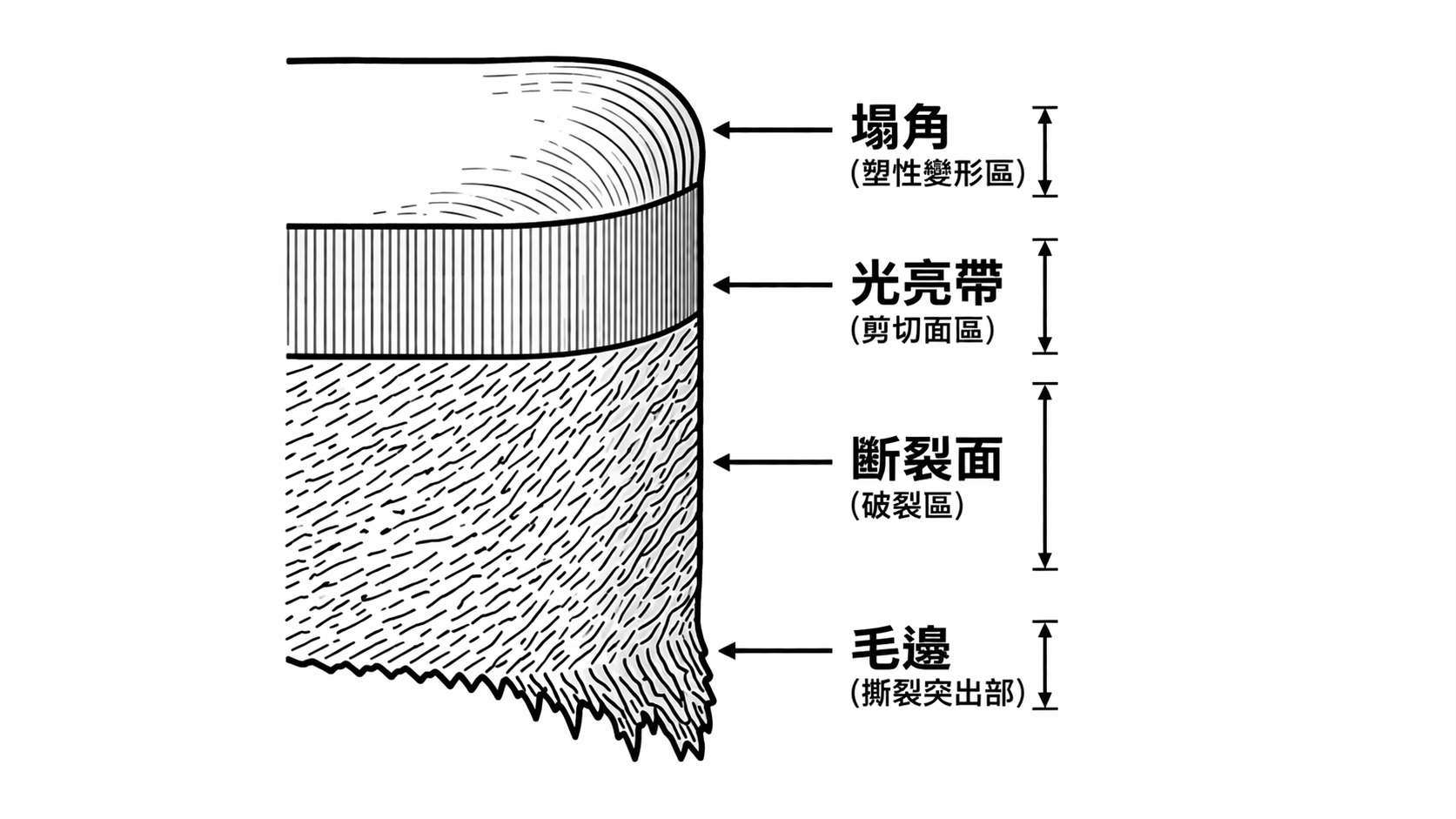
3-1 塌角
塌角出現在切斷面最上方,是沖頭剛接觸材料時,材料表面受到壓力而形成的圓弧變形區。一般沖壓本來就會有一定程度的塌角,並不代表不良。不過若塌角特別明顯,往往表示材料在實際剪斷之前就已發生較大的塑性變形,這時建議進一步確認模具間隙與刃口狀態。
| 現象 | 可能原因 | 建議處理方式 |
|---|---|---|
| 塌角過大 | 模具間隙過大,材料在正式剪斷前先發生較多塑性變形 | 先確認沖頭與下模間隙是否符合目前板厚與材質,再視情況調整間隙 |
| 塌角過大 | 模具刃口磨耗或變鈍,材料先被推擠而不是俐落剪入 | 檢查沖頭、下模刃口是否磨損、崩角或失去銳利度,必要時修磨或更換 |
| 塌角過大 | 材料延展性高、硬度較低,受力初期較容易形成塑性圓角 | 確認材料牌號、硬度、板厚與原設定是否一致,必要時重新評估間隙 |
| 塌角過大 | 壓料、支撐或導正不足,材料在受力時先位移或下陷 | 檢查壓料狀況、支撐剛性、定位與導正是否穩定 |
| 塌角過小 | 模具間隙過小,材料在塑性過渡不足的情況下就被強制剪入 | 確認間隙是否過緊,並搭配亮帶、斷裂面與模具負荷一起判讀 |
| 塌角過小 | 材料較硬、延展性較低,受力初期不易形成明顯圓角 | 確認材料強度與延展性是否改變,並重新檢查目前條件是否仍適用 |
| 塌角過小,邊緣看起來很俐落 | 刃口銳利、設備剛性穩定、加工條件良好,未必是不良 | 不要只看塌角大小,需同步檢查毛邊、亮帶、斷裂面是否正常 |
| 塌角忽大忽小、同批不一致 | 製程穩定度不足,可能與送料、材料批次、定位、模具磨耗有關 | 先檢查送料、定位、壓料、模具狀態,再比對是否有材料批次差異 |
| 塌角變大,毛邊也變大 | 常見於間隙偏大或刃口磨耗 | 優先檢查模具間隙與刃口狀態,這通常比先去毛邊更重要 |
| 塌角變小,出現二次剪切或亮帶異常 | 常見於間隙過小或剪切負荷過高 | 檢查間隙設定是否過小,並留意模具磨耗是否因此加快 |
3-2.光亮帶
光亮帶也稱為剪斷面或亮面,是沖頭切入材料後,材料沿著模具側壁受到擠壓與剪切所形成的平滑區域。這一段通常是切斷面中最整齊的區域。光亮帶越穩定、越均勻,表示剪切過程越受控制。不過實務上不宜只追求光亮帶越長越好—不同材料與不同產品需求,本來就有不同的合理比例。重點是整體切斷面的狀態是否符合用途,而不是盲目追求某個數字。
3-3.斷裂面
當材料承受的剪應力超過極限,裂紋快速擴展並完成分離,所留下的粗糙面就是斷裂面。斷裂面通常比光亮帶粗糙,也可能帶有斜度。
在「一般沖裁」條件下,切斷面同時存在光亮帶和斷裂面是正常現象,不能直接視為不良。真正需要注意的是:若斷裂面比例明顯偏大、表面異常粗糙,或左右分布不對稱,通常就需要重新確認製程條件。
3-4.毛邊
毛邊是材料在最後分離時,邊緣殘留的尖銳突起。這是現場最常見、也最容易影響後續使用的問題。毛邊過大時,不只容易刮手,也可能干擾裝配、焊接、塗裝或電鍍,進而引起客戶的品質疑慮。在現場,毛邊大小往往也是模具刃口是否磨耗、間隙是否跑掉的重要指標。很多時候,客戶看到的是毛邊,但真正需要處理的,是背後的模具或製程條件。
4.影響沖壓切斷面品質的主要因素
4-1.模具間隙是否合適
模具間隙是沖頭與下模之間保留的空間,是影響切斷面最核心的因素之一。這個數值若設定不合適,切斷面就容易出現明顯變化。間隙過大時,材料容易提早撕裂,常見結果是塌角變大、光亮帶縮短、斷裂面增大,毛邊也會更明顯。間隙過小時,雖然有時光亮帶看起來較長,但可能產生二次剪切,增加摩擦與模具負荷,加速刃口磨耗。所以間隙不是越小越好,也不是照固定公式設定就一定沒問題。不同材料、厚度、硬度、產品要求,適合的間隙都可能不同。若切斷面出現問題,通常最先要回頭確認的就是這個地方。
4-2.材料特性是否影響了切斷行為
同樣一套模具條件,換了不同材質,切斷面結果常會不同。不同材料的延展性、強度、脆性各異,受力後的變形與斷裂方式自然也不同。延展性較好的材料,通常比較容易形成較長、較穩定的光亮帶。強度或脆性較高的材料,則可能產生較大的斷裂面,邊緣狀態也更敏感。這也是為什麼有些案子一開始試模正常,後來只是換了材料牌號或板厚,切面與毛邊狀況就開始不穩定。遇到這類情況,不能只歸因於模具,而需要重新評估材料與間隙之間的匹配關係。
4-3.模具刃口是否已經磨耗
刃口狀態會直接影響剪切品質。當刃口開始磨損、變鈍,甚至出現微小崩角,材料在分離時就更容易產生不乾淨的切面,毛邊也會逐漸升高。很多時候,現場不會一開始就出現完全無法生產的情況,而是先從切斷面的細微變化開始—例如毛邊變高、光亮帶分布改變、斷裂面變粗。這些都是模具在提示:它的狀態可能已開始偏離最佳條件。若能在量產過程中持續觀察切斷面,而不是等到尺寸異常或客訴發生後才處理,通常能更有效地控制品質與維護成本。
5.如何快速判斷切斷面是否正常?
對剛接觸沖壓的人來說,不需要一開始就做複雜分析。先從幾個基本觀察點入手,就能初步判斷切斷面是否合理。
第一,看光亮帶是否連續且均勻。
光亮帶分布穩定,通常表示剪切狀態相對一致。
第二,看斷裂面是否過大,或表面是否異常粗糙。
若斷裂面比例明顯偏大,可能代表材料提早撕裂,需要回頭確認間隙與刃口。
第三,看毛邊是否超出產品可接受範圍。
重點不只是有沒有毛邊,而是毛邊是否會影響功能、裝配或安全性。
第四,看同批零件切斷面是否一致。
若同一批零件切斷面差異很大,通常表示製程穩定度不足,這在量產中尤其需要重視。
實務上,切斷面沒有絕對單一的標準,判斷的基礎還是要回到產品用途,能穩定生產、符合功能需求與驗收條件,才是最重要的判斷原則。
6.切斷面不理想時,該怎麼處理?
當現場出現毛邊偏大、切面粗糙或邊緣品質不穩定時,比處理表面問題更重要的,是先確認問題的來源。
6-1.毛邊偏大時,應先確認哪些項目?
毛邊變大時,通常第一反應往往是先做去毛邊的動作,這個方向不一定錯,但若根本原因還沒找到,先做去毛邊是治標不治本的方案。比較務實的動作是先確認三件事:模具間隙是否偏移、刃口是否出現磨耗、材料是否有更動或與原本條件不符。毛邊是結果,不是原因。若根源沒有處理,就算這批先透過去毛邊解決,下一批很可能仍會反覆發生,加工成本也會持續累積。
6-2.一般沖裁、精沖、削邊有什麼差別?
如果產品對邊緣品質要求較高—例如裝配面、滑動面、功能孔位或外觀件—可以進一步評估是否導入精沖或削邊。這類工法的目的不是炫技,而是在有明確需求時,用更適合的方式讓邊緣品質穩定。
一般沖裁
最常見的加工方式,適合大多數標準零件生產。效率高、成本合理,切斷面通常同時存在光亮帶與斷裂面,也會有一定程度的毛邊。只要符合功能與驗收標準,是非常實用的選擇。
精沖
目的是取得更平整、光亮帶比例更高的切斷面。對模具設計、設備能力與加工條件的要求較高,成本通常高於一般沖裁。若零件對邊緣品質、垂直度或精度要求較嚴,精沖是值得評估的方向。
削邊
可以理解為二次修整加工。當第一次沖壓後的切斷面還不夠理想時,透過削邊進一步修掉部分粗糙面與毛邊,讓邊緣更整齊。常見於需要更好外觀或更穩定邊緣品質的產品。
哪種方式更合適,沒有絕對答案。真正合理的選擇,取決於產品用途、數量、成本目標與品質需求是否相互匹配。
7.採購與工程師該怎麼看沖壓切斷面?
切斷面不只是工程端的問題,對採購來說也有實際價值。若在前期詢價、打樣與圖面確認階段就把需求說清楚,通常比量產後再來修正更有效率。
7-1.對採購來說,值得關注哪些重點?
很多採購會覺得切斷面是工程端的事,但若對這個環節有基本認識,往往更容易與供應商有效溝通,也能在前期避免後續問題。在詢價或打樣階段,若產品屬於對邊緣品質敏感的零件,可以先確認幾個方向:這個零件對毛邊是否有明確要求?是否需要控制切斷面方向?後續是否還有焊接、塗裝、電鍍或組裝工序?圖面上有沒有把重要需求表達清楚?許多品質問題不是供應商刻意做不好,而是一開始需求沒有對齊。若能在前期就把切斷面條件溝通清楚,之後可以節省許多溝通成本。
7-2.對新手工程師來說,最重要的觀念是什麼?
剛接觸沖壓的工程師,最重要的不是背很多名詞,而是先建立一個觀念:切斷面是結果,製程條件才是原因。看到毛邊,不要只想到去毛邊加工。看到斷裂面變大,不要只認為是外觀問題。看到光亮帶比例改變,也不要只停留在描述現象。更重要的是往前追:間隙是否改變?刃口是否磨耗?材料是否不同?零件需求是否本來就不同?只要觀念建立起來,後面不論是試模、量產還是異常排查,判斷速度都會快很多。
8.常見問題(FAQ)
Q1:切斷面一定要幾乎全亮面才算好嗎?
A1:不一定。一般沖裁本來就會同時存在光亮帶與斷裂面。真正的重點不是追求全亮面,而是切斷面是否穩定,是否符合零件的用途與品質要求。若產品對邊緣品質要求較嚴,才需要進一步評估精沖等方式。
Q2:毛邊變大,第一個應該先確認什麼?
A2:通常會先確認模具間隙與模具刃口狀態。若近期有更換材料、板厚或供應批次,也建議一併確認,因為材料差異也可能讓原本穩定的條件出現變化。
Q3:圖面上沒有特別寫毛邊要求,供應商就不需要在意嗎?
A3:不建議這樣解讀。就算圖面未明確標註,若零件用途本身對安全、裝配或外觀有要求,還是應該主動確認可接受範圍。需求越早釐清,後續反覆修正的機會就越少。
Q4:切斷面品質不好,會影響後續加工嗎?
A4:有可能。組裝、焊接、電鍍、塗裝、翻邊、擴孔等後段製程,都可能受到邊緣品質影響。尤其是毛邊過大或斷裂面過於粗糙時,後段的問題通常會更明顯。
Q5:去毛邊是最簡單的解法嗎?
A5:它是方法之一,但不一定是最合適的起點。若根本原因是模具間隙不對或刃口磨耗,只做去毛邊通常只是暫時壓住表面問題,未必能改善製程穩定度。
Q6:什麼情況下適合考慮精沖或削邊?
A6:當零件對邊緣品質、裝配精度、外觀一致性或功能面有較高要求時,就可以評估這兩種方式是否適合。最終是否導入,還是要根據產品用途、數量與成本條件來判斷。
9.結語
沖壓切斷面看似只是零件邊緣的一小部分,但能透露的加工資訊不少。從塌角、光亮帶、斷裂面到毛邊,每個細節都能幫助我們更早判斷問題可能出在哪裡。若只從表面來看,可能會把切斷面當成一般外觀問題;但從製程角度來看,它是很實用的觀察指標。量產過程中,只要切斷面開始出現變化,就值得進一步確認間隙、刃口與材料條件。
10.立即諮詢
您正在尋找配合的沖壓廠嗎?日鋒有豐富的量產經驗,且重視產品品質,請點選【聯絡我們】,留下您的資訊。由我們的專業團隊為您服務。
聯絡我們
